

取消
清空记录
历史记录
清空记录
历史记录
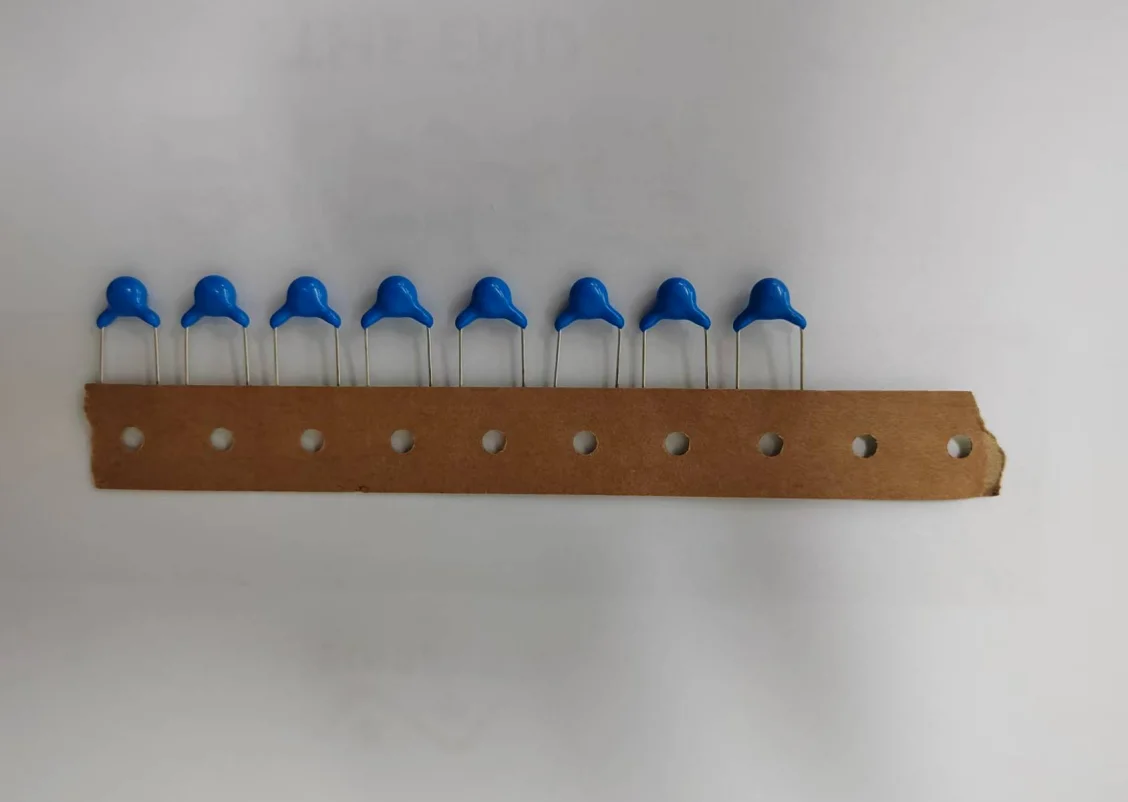
拆解编带 Y 电容套磁环机:从编带输送到磁环套装的运作细节
拆解编带 Y 电容套磁环机:从编带输送到磁环套装的运作细节
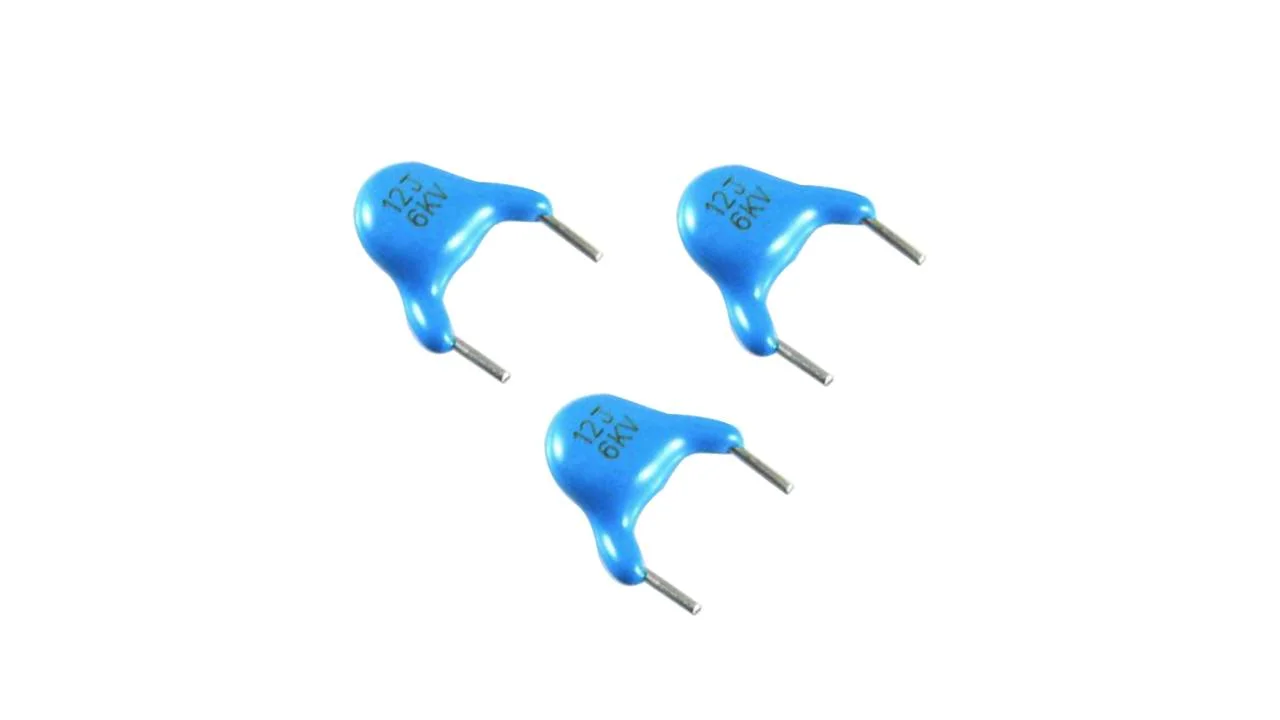
在电子元件加工领域,编带 Y 电容套磁环机通过整合多道工序,实现了立式 Y 电容、扁电容的自动化点胶与磁环套装作业。这类设备可适配单编带孔距 12.7mm 和 15mm 的元件,从原料供料到成品收料形成连贯的自动化流程。本文将结合设备结构特点,拆解其从编带输送到磁环套装的运作细节,呈现各环节的协同逻辑。
一、设备整体结构与定制化特点
编带 Y 电容套磁环机的结构可根据客户需求进行定制,**工艺流程涵盖编带料上料、切编带、点胶、套磁环、切脚、自动摆料等步骤。设备通过 PLC 协调气缸与机械手的动作配合,在操作上相对简便,适合批量加工场景。其作业量约为 1200pcs/h,在同类自动化设备中处于中等水平。

二、编带输送与分离环节的运作
(一)编带上料的驱动方式
编带上料环节依靠上料轮实现。上料轮通过卡住编带孔,借助旋转动作带动编带向前输送。这种驱动方式可与编带的孔距形成配合,使元件按固定节奏进入下一工序,减少输送过程中的偏移情况。
(二)切编带结构的分离逻辑
切编带结构承担着元件与编带分离的任务,同时将元件引脚剪切至设定长度。切刀设有一定的调节范围,操作人员可根据引脚长度需求进行调整。分离后的元件将进入后续的点胶环节,而废弃编带则被收集处理。

三、点胶结构的作业细节
点胶装置由点胶桶、点胶阀、点胶阀气缸、点胶座及支架组成,形成完整的供胶与点胶系统。点胶桶持续为点胶阀提供胶料,点胶量可通过调节装置进行控制,以适应不同元件的涂胶需求。此外,点胶保留时间可在控制屏内设定,点胶阀座还能调整点胶阀的前后距离与角度,提升点胶位置的适配性。
四、磁环供给与套装的协同流程
(一)磁环的自动化供给方式
磁环通过振动盘实现自动送料,振动盘产生的震荡力使磁环沿轨道有序移动,垂直送出后经胶管下落到垂直导轨内。振动盘与下料导轨均设有双轨道出口,可提高供料效率,为连续作业提供支持。

(二)套磁环的结构适配设计
下料导轨采用上大下小的锥形圆通槽设计,两孔间距为 5 毫米,与一般三极管两边引脚的间距相匹配,便于元件引脚顺利插入磁环。当元件经过导轨时,磁环在重力与导轨导向作用下完成套装,形成初步装配结构。
五、切脚与自动摆料的收尾工序
(一)切脚环节的规格控制
切脚结构与切编带结构类似,可根据元件引脚的目标长度进行调节,确保剪切后的引脚符合装配标准。剪切过程中,设备通过机械限位减少引脚的歪斜情况,提升加工一致性。

(二)自动摆料的有序化设计
自动摆料机构由步进马达驱动,当**格料槽摆满后,皮带轮在步进马达带动下移动至下一空格继续摆料。这种设计使成品元件按规律排列,便于后续的收集与存储,减少人工整理的工作量。
六、设备运作的联动与适配特点
编带 Y 电容套磁环机的各环节通过信号传递实现联动,从编带输送到成品摆料的全流程无需人工干预。其对 12.7mm 和 15mm 孔距编带的适配性,以及磁环双轨道供料的设计,使其在立式 Y 电容、扁电容的加工中具有一定的场景优势。实际操作中,操作人员可通过控制屏调整点胶量、摆料节奏等参数,以适配不同批次元件的加工需求。


分享到微信
×
 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~



